
HAMBURG BENDING PROCESS
HOT FORMING WITH THE HAMBURG BENDING PROCESS
To turn a pipe into an elbow, a number of different hot- and cold forming production processes are available. The difference between hot and cold forming has to do with whether the deformation takes place above or below the material’s recrystallization temperature. In hot forming, the pipe is shaped to the desired geometry at a temperature that is higher than the recrystallization temperature. For hot forming, Erne Fittings works, among other things, with the Hamburg bending process.
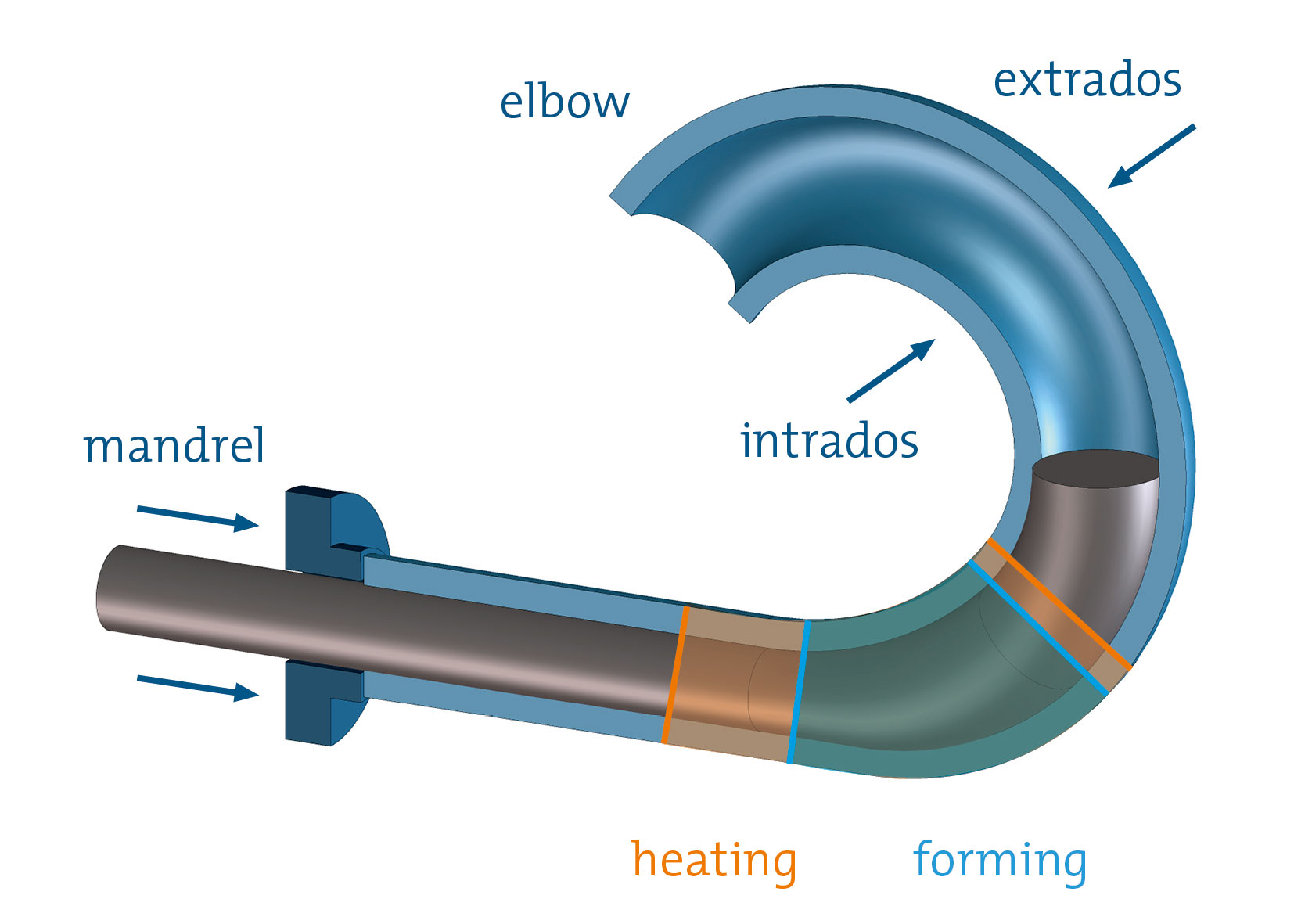
In the Hamburg bending process, the pipe is pressed over a mandrel with the required geometry. This mandrel has a smaller diameter at the start of the bend than at the end of the bend. The pipe is heated before reaching the widening portion of the mandrel.
By continuously pushing the pipe over the curved end of the mandrel, the pipe diameter is expanded, while simultaneously producing the desired bend, resulting in the final elbow geometry. Meanwhile, the second half of the mandrel end controls the ovality and supports the elbow during the forming process.
The Hamburg bending process is used in Schlins to produce pipe elbows with diameters ranging from 1/2″ to 42″. This process is especially well-suited for ferritic materials.
The Hamburg process’s main advantage over the conventional induction process is the resulting low ovality. This makes the elbow segmentable and piggable. In addition, these elbows have a well-defined and very precise inside diameter, as well as a more even distribution of wall thickness. There is also a cost advantage in comparison to the induction process, due to reduced wall thickness.
On the other hand, the Hamburg bending process requires a separate mandrel for each bend radius, which can have a negative impact on costs. Erne Fittings has a decisive advantage here in that its decades of experience have allowed it to assemble the world’s largest collection of mandrels.
Erne News 02/2018