COLD FORMING TEES
HOW TO TURN A PIPE INTO A TEE USING COLD FORMING
We use several different cold forming procedures to produce our butt-weld fittings at our factory in Mürzzuschlag. Without doubt, the most exciting is the liquid bulge procedure that we use to make our tees.
In contrast to hot forming, cold forming is any process where the material is shaped below its recrystallization temperature. The material is not heated (or only very slightly) and is instead forced into a particular shape by squeezing, bending or drawing. One advantage of cold forming is that the resulting material is stronger, thanks to the cold work hardening that occurs during the manufacturing process. This means products are more durable than parts produced using other techniques. The surface quality is also better, as is the geometrical accuracy of cold-formed parts. Moreover, with a cold forming procedure, you have the luxury of using tubes with the same diameter as the finished product.
At Erne Fittings, we use three different cold forming procedures. For tees, we use the liquid bulge procedure, for elbows the EPC (Erne Pressure Conformity) procedure, and for reducers the aptly named reducer procedure.
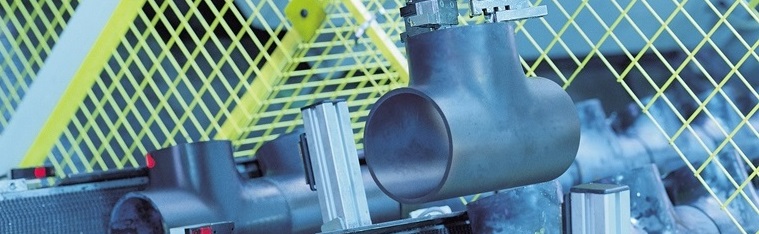
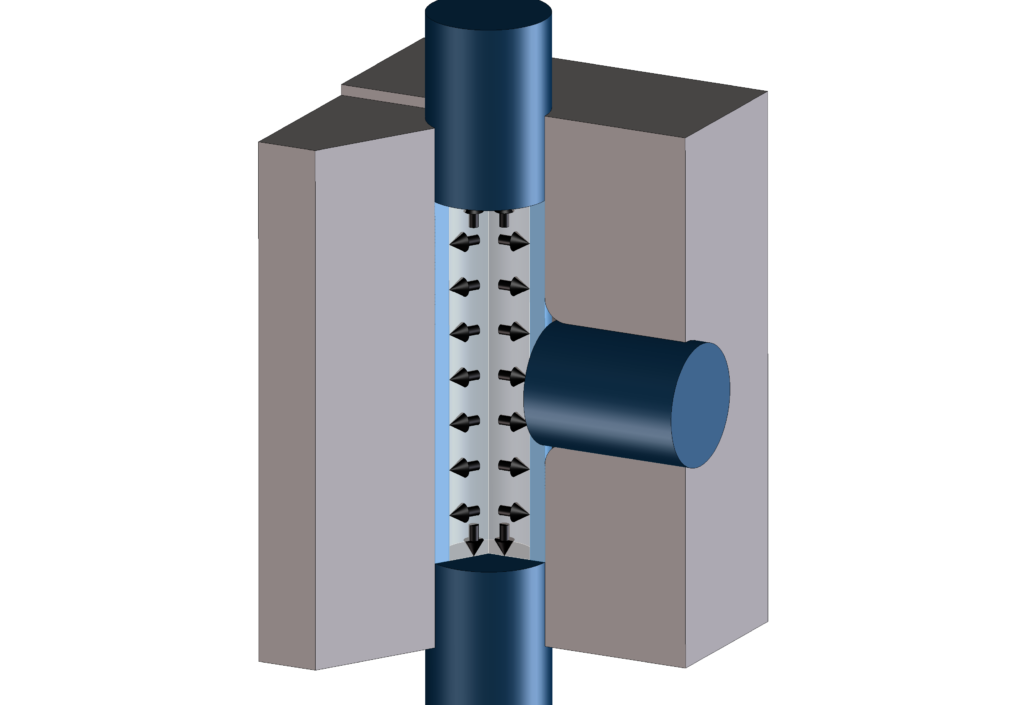
Let’s take a closer look at how the liquid bulge procedure works. First the pipe is cut to the required length for the production process and then inserted into a mold. The pipe is then sealed, flooded with water and clamped into the mold using a hydraulic press. The pressure created inside the pipe provides support during the forming process and ensures the final product retains its round shape. Next, two pistons press down on each end of the pipe, while a third side piston is pulled outwards. The material expands along the internal walls of the cavity created by the side piston to create a T-shape. The enclosed end of the extruded section is removed and all the ends finished off in a later step.
The advantage of this procedure is that it can be used for a wide range of applications, for ferritic steels, stainless steels and non-ferrous metals. Pipes can also be cut to size, no internal tools are required and the liquid pressure does not need to be generated externally. That said, this procedure does require some very expensive and complicated forming machinery and tools. Due to the high pressures exerted during the process, the level of cold work hardening is also very high, so heat treatment after shaping may be required for some end products. As part of the final quality control checks, the finished tees undergo a magnetic particle or dye penetrant test to check for any cracks in the areas most altered during the forming process, namely the side wall area. Then, once a few more quality checks are complete and the final markings are applied, the tees are ready for dispatch.
Erne News 05/2020