KALTFORMGEBUNG T-STÜCKE
MIT DER KALTFORMGEBUNG WIRD AUS EINEM ROHR EIN T-STÜCK
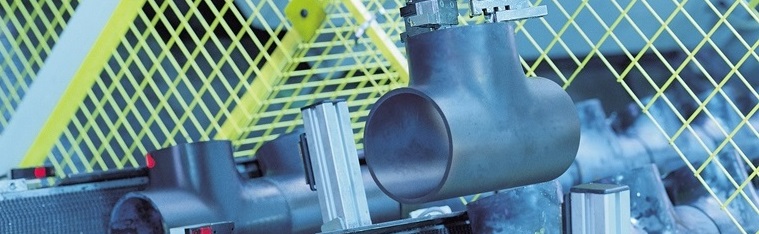
Spezielle Anforderungen erfordern spezielle Lösungen. Für die Pumpenfabrik Wangen GmbH stellt Erne Fittings Rotoren für Exzenterschneckenpumpen her, die im Lebensmittel- und Hygienebereich sowie in der Biomasse-Förderung eingesetzt werden.
Bei der Kaltformgebung findet die Umformung – im Gegensatz zur Warmformgebung – unterhalb der Rekristallisationstemperatur statt. Der Werkstoff wird nicht oder nur wenig erwärmt und mittels Druck oder Zugkraft gezwungen, eine bestimmte Form anzunehmen. Ein Vorteil des Verfahrens ist die erhöhte Werkstofffestigkeit, die sich durch die auftretende Kaltverfestigung während des Herstellprozesses ergibt. Dadurch sind die Produkte belastbarer im Vergleich zu alternativ gefertigten Teilen. Eine bessere Oberflächenqualität und Formgenauigkeit sind weitere Vorteile des Verfahrens. Zudem erlaubt die Kaltformgebung die Verwendung von Ausgangsrohren mit dem gleichen Durchmesser wie das Fertigprodukt.
Bei Erne Fittings werden drei unterschiedliche Kaltformgebungsverfahren eingesetzt. Für die Herstellung von T-Stücken wird das sogenannte Liquid Bulge Verfahren, für Bogen das EPC (Erne Pressure Conformity) Verfahren und für Reduzierungen das Reduzierstückverfahren angewendet.
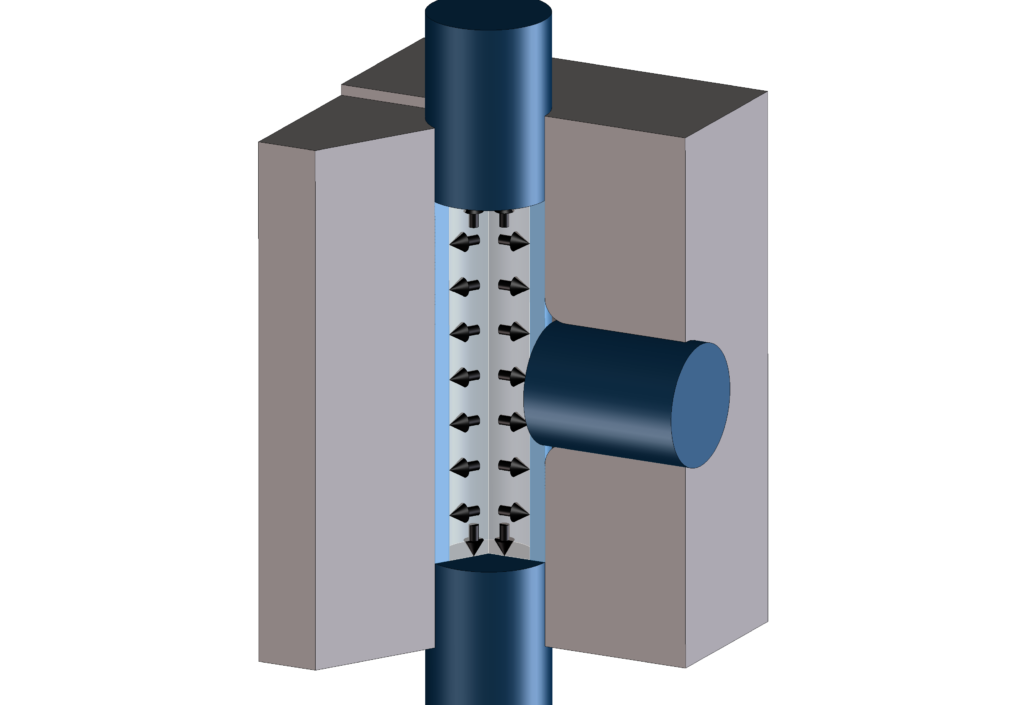
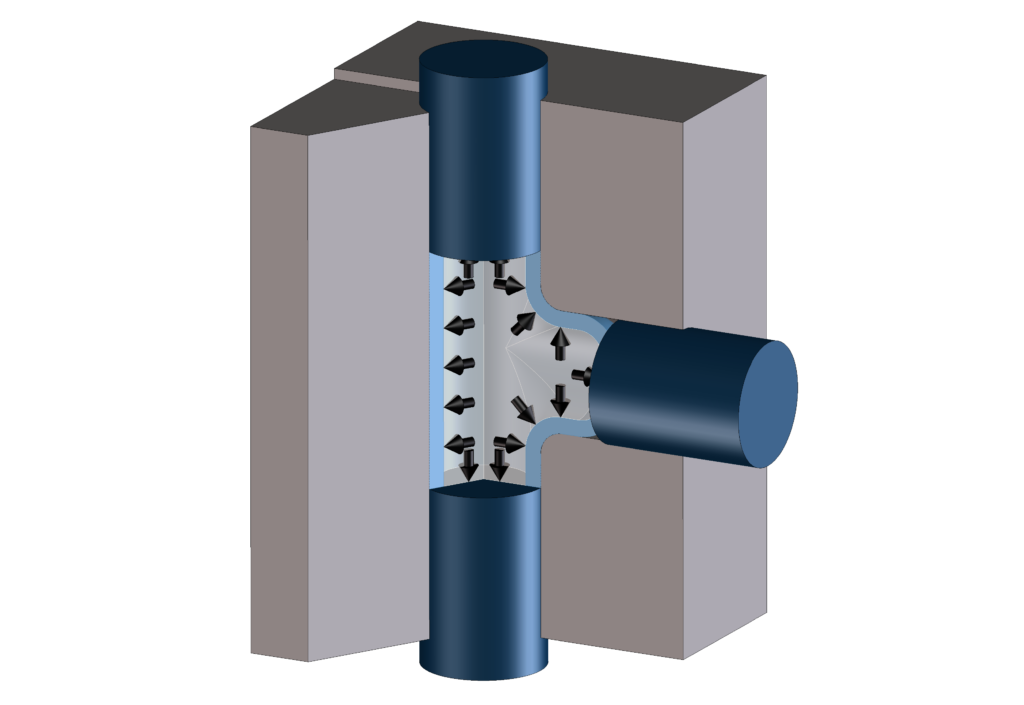
Beim Liquid Bulge Verfahren – auch Innenhochdruck-Umformungsverfahren genannt – wird das Rohrstück (zugeschnitten auf die für den Produktionsprozess benötigte Länge) in eine Pressform eingelegt. Nach Abdichtung des Rohres wird dieses mit Prozesswasser geflutet, und dann mittels hydraulischer Presse in die Pressform gestaucht. Der dadurch erzeugte Innendruck dient als Stützmedium während des Umformungsprozesses, wodurch die Rundheit und Formstabilität des Produktes erhalten bleiben. An den Enden drücken die beiden Pressstempel das Rohrstück zusammen, während gleichzeitig der dritte seitliche Pressstempel sich zurückbewegt. Das Material fließt entlang der Werkzeuginnenwand in die Abzweigung des seitlichen Stempels und bildet so die Aushalsung – das T-Stück. Die geschlossene Aushalsung wird in einem späteren Bearbeitungsschritt abgetrennt und die Enden entsprechend bearbeitet.
Der Vorteil dieses spezifischen Verfahrens liegt in der breiten Anwendungsmöglichkeit für ferritische Stähle, nichtrostende Stähle und Nichteisenmetalle. Zudem erlaubt diese Art der Verformung gerade Zuschnitte, benötigt keine Innenwerkzeuge und der Flüssigkeitshochdruck muss nicht extern erzeugt werden. Allerdings sind dafür sehr teure und komplexe Umformmaschinen und Werkzeuge notwendig. Des Weiteren ist die Kaltverfestigung aufgrund der hohen Presskräfte sehr hoch, so dass je nach Endprodukt eine Wärmebehandlung nach der Umformung erforderlich ist. In der abschließenden Qualitätskontrolle werden die fertigen T-Stücke an den stark umgeformten Zonen („side wall area“) einer Magnetpulver- oder Farbeindringungsprüfung unterzogen, um sicherzustellen, dass keine Risse entstanden sind. Nach weiteren Qualitätskontrollen und der finalen Markierung sind unsere T-Stücke versandfertig
Erne News 05/2020